Posted by Aquajet Services on | Comments Off on Can a Waterjet Cut Silicon Nitride?
The simple answer is yes.
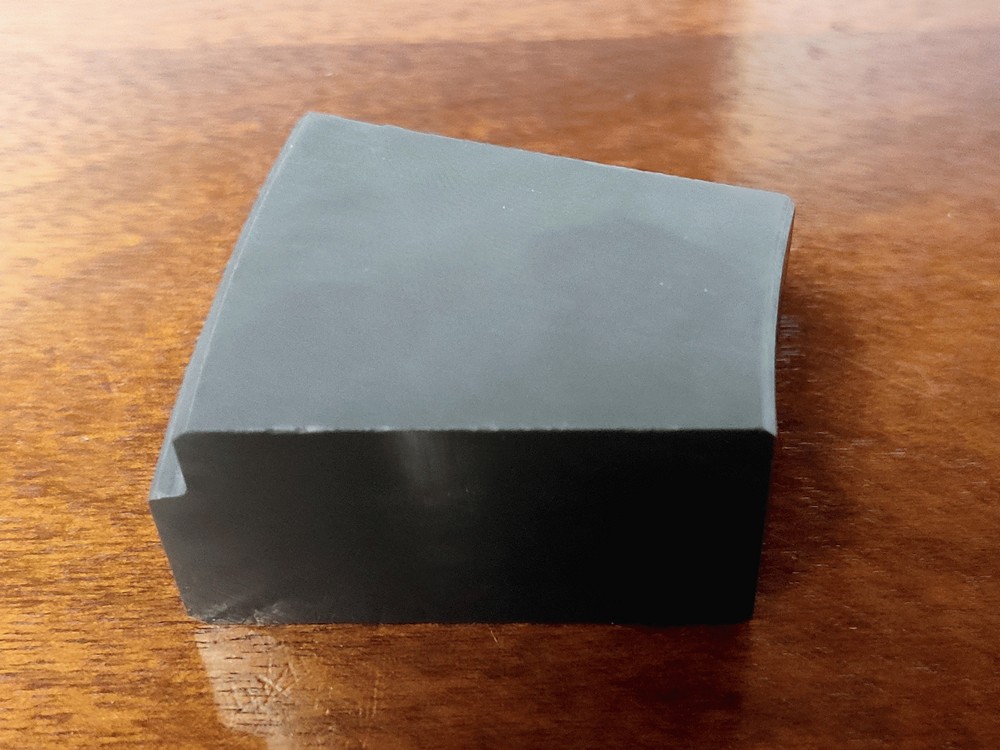
Photo of the block of silicon nitride before cutting.
But if you’re like us, you don’t want just the simple answer. We’re very excited to tell you the story about how we went about cutting silicon nitride with one of our waterjet cutters.
An engineer from Stein Seal Company contacted us wanting to know if we could cut several 1/8” wide slices from a small 1” thick block of silicon nitride. They work with this material all the time, but the brittleness of the material would have made it very difficult to create such fragile parts without breaking them. A waterjet cutter is a tool that specializes in doing things that are hard for many other cutting methods. Waterjet cutting happens to be our specialty, so we said yes. Here’s the story of what happened after we said yes.
80 mesh Silicon Carbide abrasive (Carborundum). Isn’t it pretty?
Silicon nitride (Si3N4) is a chemical compound of the elements silicon and nitrogen. It is extremely hard, very resistant to wear, is able to be used in extremely high or low temperatures, and has excellent resistance to fatigue. These qualities make it very useful in many specialized applications. The attribute of greatest interest to us was its hardness, which is 8.5 on the Mohs scale. The reason this posed a problem for us is that the abrasive we use in waterjet cutting has a hardness of about 7, and everyone knows that your cutter needs to be harder than the thing you are cutting. In fact, the Mohs scale, which was developed long ago by a geologist, is really just a comparative scale of a material’s resistance to being scratched. If you find a stone that can be scratched with Diamond (10) but cannot be scratched with Topaz (8), then you must be at about a 9 on the Mohs scale.
We’ve had some experience cutting really hard stuff, so we knew we would need an abrasive that was harder than garnet. Garnet is the most common abrasive used in waterjet cutting because it is both very hard and readily available. It is the most cost-effective solution for a wide range of materials. The material we needed to cut now required us to go all the way to the top. We chose a product called silicon carbide (also known as carborundum), which has a hardness of 9 on the Mohs scale. This abrasive is hard enough for the job, but has the unfortunate side effect of being harder than our tungsten carbide nozzles. So we ordered a few Roctec 500 nozzles, because we knew that this abrasive was going to make lunch out of the nozzle, and we wanted to make that lunch last as long as possible. At $140 apiece, these nozzles cost 75% more than the Roctec 100 nozzles we normally use and only last 30% to 40% longer.
Here’s our custom abrasive delivery system.
Next, we rigged up a special redneck system for delivering the abrasive to the cutting head so we wouldn’t contaminate our normal system. Finally, we made a simple little fixture consisting of a steel support plate with a piece of plywood on top to hold the part really nice and snug without needing any clamps. The plywood adds to the redneck appearance which we were pretty committed to already by this time.
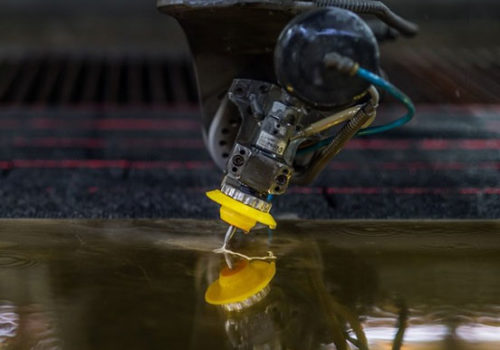
Cutting a silicon nitride block with silicon carbide abrasive!
Now comes the fun part! We’ve got 87,000 psi of water pressure mixed with some super-hard, sparkly, black abrasive; a little white hopper ratchet strapped to the waterjet; wire ties and tape holding various tubes and apparatus in place; and a bunch of waterjet geeks standing around with goofy grins on their faces. What’s going to happen? What cut speed should we start with? Is the abrasive hopper going to come crashing down on our heads? Is the nozzle going to blow up and throw shrapnel all over the place?
Waterjet nozzle after less than 10 minutes of cutting! It doesn’t take a professional to see that this is not optimal.
Here’s what ended up happening. We decided to start out with an abrasive flow rate of 1 lb/min and a cut speed of .1 in/min. After restarting and increasing the cut speed several times, we ended up at .3 in/min and decided to finish the first cut at this rate. This was obviously still too slow, but we couldn’t know how much too slow until the cut was finished and we could look at the cut surface. Trying to cut a brittle material too fast can cause it to break, and we wanted at least one good slice for our efforts.
The first slice had a cut time of less than 10 minutes. Before the cut was even done, we could see by the appearance of the water stream that the waterjet nozzle was already starting to go bad. Imagine our surprise when we pulled the nozzle out and discovered that it was completely toasted! The waterjet had eaten our nozzle in less than 10 minutes!
This short video shows the action inside the cut. (Sorry the quality is so poor. We’re better at waterjet cutting than we are at taking videos…) As strange as it may seem, waterjet cutting almost always generates sparks, even when cutting materials that you wouldn’t expect would spark, like glass. For whatever reason, this exact combination of material and abrasive made the action inside the cut much more visible than we’ve ever seen before, so this was particularly exciting for us.
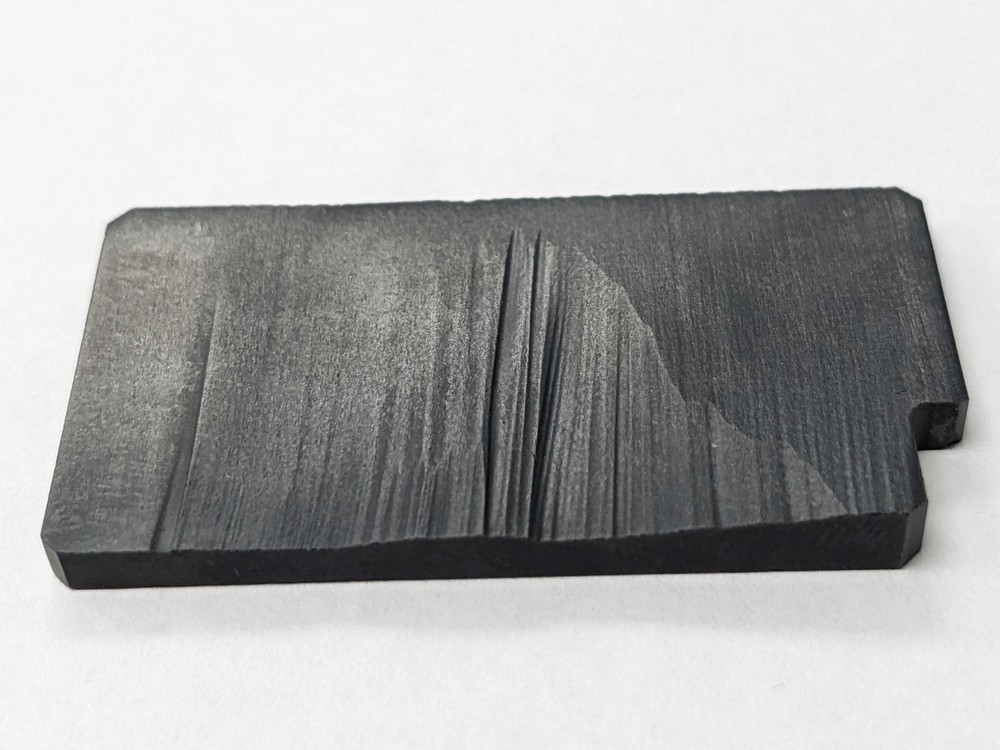
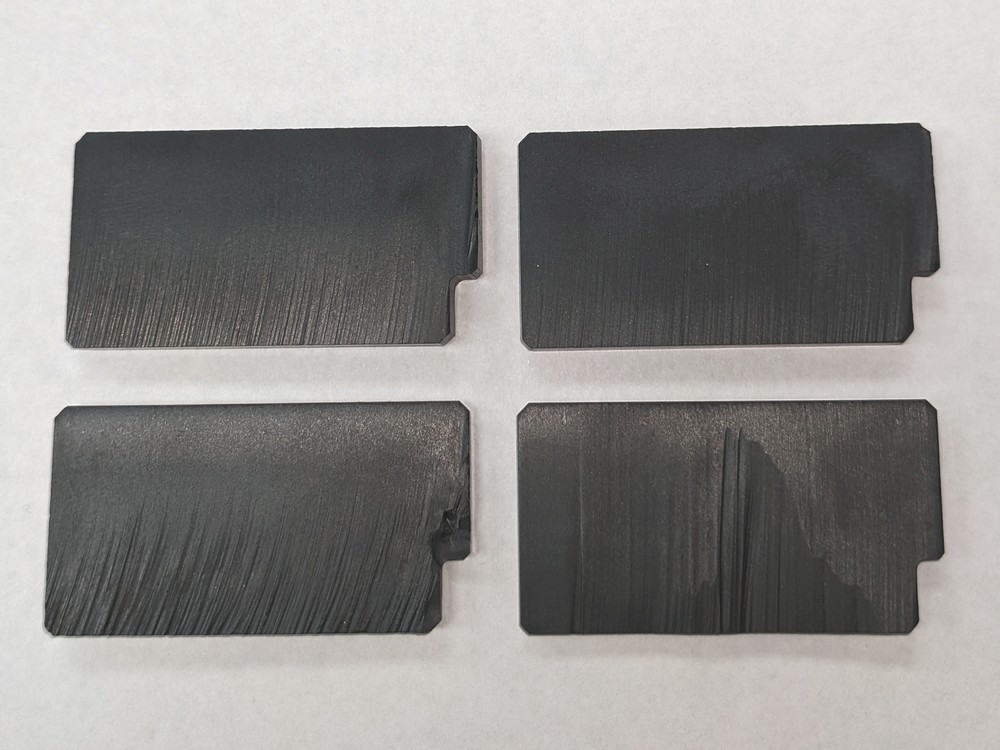
Our first 2” long cut and we already gobbled up one nozzle.
The cut face of the finished slice had a very interesting story to tell as well. We had never before seen the entire life story of a nozzle told in one 2” long cut. Take a look at the photo of our first 2″ long cut… The waterjet cut from left to right. The first mark about ¼” in from the end was where we stopped and restarted, so that can be ignored. But less than half way through the cut, some really funky stuff starts happening. The most puzzling part of all is that the worst of it is at about the center of the cut, after which the cut quality starts to look nicer again. However, in waterjet cutting, it’s not all about “looking nice”. A quick glance around the group gathered by the waterjet was proof of that! The slice also gets wider at the bottom as the cut progresses, showing that the stream was no longer cutting straight.
All four slices. A total of about 8” of cutting.
We decided to majorly decrease the abrasive flow rate in hopes of getting the nozzle to last at least long enough to make one nice cut. Our smallest metering disk yielded a flow rate of about .3 lb/min, less than one third of the starting rate. We also doubled the cut speed for a rate of .6 in/min. These settings proved to be a success, producing a cut quality that was fairly rough, but at least we had left the realm of complete guesswork and were back in normal territory. A third cut at .25 in/min and a fourth at .18 in/min kept sneaking in on the nice smooth cut and optimal cut speed that we were looking for. After the fourth cut, we had a little over 20 minutes on our second nozzle. It was still producing half decent results but was beginning to show enough wear that we decided it needed to be retired.
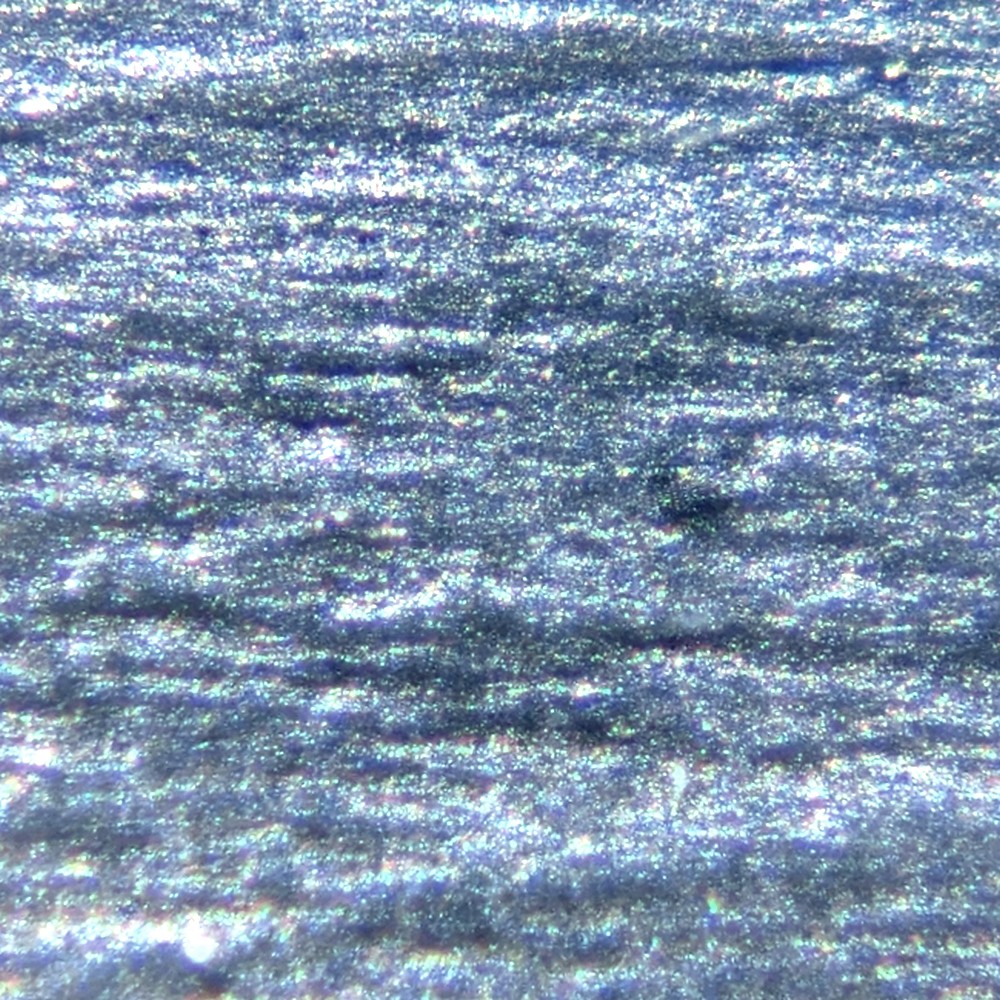
The waterjet cut face at 120x magnification.
Just for fun, we decided to see what the cut face looks like up close. The photo at 120x magnification shows pretty much what we would expect to see from a smooth waterjet cut. Waterjet cut finishes are rated by their visual appearance without the aid of magnification, not by any standard surface finish scales like RA or RMS.
Before calling it quits, we decided to make a few cuts in mild steel just for fun. To better compare with our normal cutting settings, we changed the abrasive rate back to 1 lb/min and did a test in 2-1/2” thick steel and another in 1/4″ thick steel. To our surprise, these tests both showed the same thing—the harder abrasive provides little to no advantage when cutting something as soft as mild steel. As counterintuitive as this may seem, the reason is quite simple—garnet is already much harder than steel, so there isn’t much to be gained by using an even harder abrasive.
Optimal cutting will only be achieved with an abrasive media that is considerably harder than the material being cut. Regardless of the abrasive being used, there is a very strong correlation between cut speed and the hardness of the workpiece. However, as the hardness of the work piece approaches the hardness of the abrasive, you will start to spin your wheels, figuratively speaking, and may need to consider using a harder abrasive.
At AquaJet Services, we welcome opportunities to learn and are not afraid to tackle difficult projects. If you have a challenge on your hands and you’re not sure if a waterjet is the tool for the job, just give us a call! Our goal is to help our customers find the right solution for their needs, whether that involves waterjet cutting or not.
Posted by Aquajet Services on | Comments Off on 911 Memorial Monument
Finished sculpture with American flag visible in the background.
We are honored to have played an important part in the creation of this new 911 Memorial Monument in Barrington, New Jersey. With another anniversary of the tragic attacks on our nation only a few days away, we thought we would take the time to share this story with you.
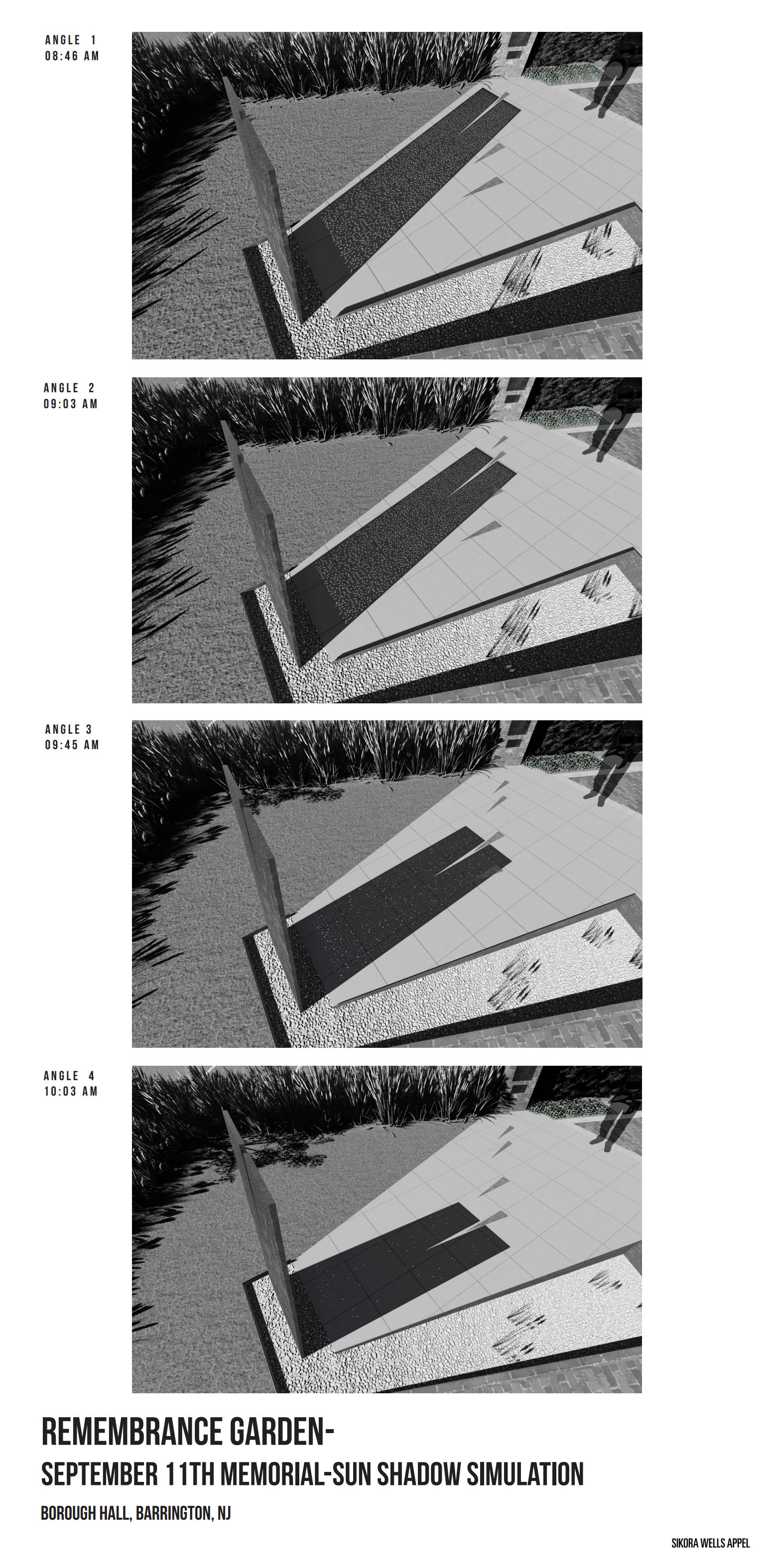
The monument is a thick slab of weathered steel protruding from the earth; its top edge cloven with a sharp gash and its surface perforated with 2,977 holes—exactly the amount of people who lost their lives in the terrorist attacks on September 11, 2001. The placement of the plate, the angle of its tilt, and the angles of the holes cut through the plate are all precisely planned and calculated. On the exact date and time of each of the four attacks, the sun aligns perfectly with the holes representing the people who lost their lives in that attack. In the dark shadow cast by the plate, thousands of tiny spots of light defy the darkness. And even as the sun advances in the sky and more spots of light come into focus, the long arm of shadow stretching out from the plate grows shorter and shorter until it is finally gone. Such is the fate of shadows when they are pierced by many lights.
Simulation of the sculpture.
The credit for this project goes to many businesses and people, foremost among them being Sikora Wells Appel, the landscape architecture firm that designed the memorial garden and the sculpture. We take our hats off to Joe Sikora. He was the painter, and we were his brush.
This project was started already in the fall of 2021. The original vision was to have it done in time for a 20th anniversary opening ceremony. Unfortunately, this was not possible. Instead, we were able to fabricate the plate without the holes and have it installed at the site in time for the ceremony. In the spring of this year, the sculpture was taken back down and put up on our waterjet again for the big job of cutting in all the holes. The holes are cut through the plate at angles, so our 5-axis waterjets are a great tool for a job like this!
The holes being cut with one of our 5-axis waterjets.
It is always a bit stressful to put this much time into a single plate, but the job went smoothly and turned out perfectly! We are very thankful to Sikora Wells Appel and to the Borough of Barrington, New Jersey for giving us the opportunity to be involved in the creation of this beautiful and meaningful monument.
Posted by Aquajet Services on | Comments Off on Fine Detail Cutting for the University of Texas!
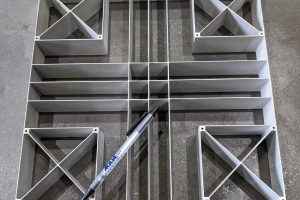
We want to show you a cool part we just waterjet cut that really showcases one of the big advantages of waterjet cutting. This part was cut for the PMC lab at the University of Texas. The material is 1-3/4″ thick 7075 aluminum, and the ribs of this delicate lattice structure are only 1mm (.039″) wide! The through holes in the corners are only .130″ in diameter. This is a somewhat challenging job for even a waterjet, but it would be much more difficult or impossible to accomplish with nearly any other cutting or machining process.
Most other cutting and machining processes involve a considerable amount of heat and/or force to shape the workpiece. Both heat and mechanical force are a big problem when you’re removing most of the material and producing a very delicate part. A waterjet leaves a cut surface that is unaffected by mechanical stresses or heat, making it ideal for cutting jobs with delicate features and fine detail.
Talking about the forces involved in a waterjet cut, we have some quick facts that we think you’ll find interesting. The same exact waterjet that we’ve used to cut metals up to a foot and a half thick exerts a mere 22 pounds of downforce on the workpiece during a pierce and less than 5 pounds of downforce during the cut! And yes, we do actually know this to be true. We literally pierced and cut material that was supported by a postage scale so that we wouldn’t have to lie awake at night anymore with such weighty questions on our minds…
If you find yourself burdened with weighty questions about waterjet cutting and how it works, please visit our TECHNICAL GUIDE TO WATERJET CUTTING which is an absolute trove of delightful facts and valuable knowledge. We promise it will be well worth your time!
Posted by Aquajet Services on | Comments Off on Check Out Our New Toy!
If you attended our Open House, then you already saw our latest waterjet. You were even lucky enough to watch it snorting through 9” thick steel!
We’re especially excited to make this announcement to all of our customers, and here’s the big reason… While this new machine is 5-axis and 87,000 psi just like our other machines, it is much larger than the others. The cutting envelope is 3 meters x 7 meters (for those of you who deal with high blood pressure whenever you’re given dimensions in metric, that is about 118” x 275”). So we can easily put a full 8’ x 20’ plate on the table and have plenty of room to spare!
You may have noticed that we’re giving you the X and Y travel on this machine, but not the Z. There’s a simple reason for that. We’re not accustomed to limiting ourselves to what the machine was built to accommodate. The Z on this machine is 12”, but if you have something you need cut that’s thicker than 12”, send it on over! When needed, we tear the slat system out and build special fixtures to drop the workpiece down into the tank. We’ve waterjet cut up to 18” thick stainless steel, so we’re not scared of big stuff!
Posted by Aquajet Services on | Comments Off on Waterjet Cutting Industries
Waterjet cutting offers unparalleled accuracy, versatility, and customization for your custom fabrication and manufacturing needs. With Aquajet’s waterjet service, you have the option to work with a wide range of materials — including soft materials like rubber or foam, brittle materials like stone and ceramic, and all types of metals — to turn your designs and sketches into the products and components you need for your business. The waterjet cutting process suits the needs of a variety of industry specifications and requirements.
Waterjet Cutting Industries Served
Thanks to its versatility, waterjet cutting serves a wide array of industries. Here are just some of the industries that rely heavily on waterjet cutting:
Aerospace – Thermal damage from other industrial cutting processes would affect the integrity of aerospace components. With no heat-affected zone or work-hardened zone at the cut faces, manufacturers in the aerospace field can cut components without harming the intrinsic properties and durability of materials like superalloys, carbon fiber, titanium, and more.
Automotive – While manufacturers in the automotive supply chain use many cutting methods, lasers and plasmas generate significant thermal damage. Waterjet cutting avoids these problems when fabricating interior and exterior car parts, including power train components, gaskets and seals, and interior liners. Waterjet cutting also creates smooth edges, reducing or eliminating the need for secondary finishing.
Manufacturing – Because it can handle such a wide range of materials, the manufacturing applications of waterjet cutting are endless. It’s currently used in factories around the world for volumes ranging from prototyping through mass production.
Food – The U.S. Department of Agriculture (USDA) has approved pure waterjet cutting in the processing of many types of foods, including candies, pastries, meats, fish, and produce. Because there are no blades involved, waterjets can eliminate cross-contamination from cutting processes.
Construction – In the architectural industry, waterjet cutting is often used for creating detailed architectural components. Applications include signage, facades, stone inlays, and frame components.
Waterjet Cutting Capabilities
Waterjet cutting uses a high-velocity stream of water, usually combined with an abrasive such as garnet, to cut a workpiece. The process can be compared to natural water erosion, but at a speed that is increased by many orders of magnitude. Waterjet cutting is involved in fabricating an expansive range of goods, including:
Automotive components (gaskets, interior liners, exterior trim pieces).
One of the main benefits of waterjet cutting is its ability to handle virtually any type of material. For example, food processing businesses often use pure waterjet to slice edible goods, such as granola bars and frozen pizzas. On the opposite end of the spectrum, waterjet cutting cuts extremely strong materials like Kevlar, tungsten and titanium.
Waterjet Cutting Benefits
Cuts Virtually Any Type of Material
Accurate & Precise
No Heat-Affected Zones
Reduced Waste
Minimal Fixturing
Additional benefits of waterjet cutting include:
Accuracy/precision. Waterjet cutting offers precision cuts. At Aquajet, our waterjet equipment cuts within tolerances of +/- 0.005″. Our 5-axis cutting heads can accomplish very intricate, detailed cuts, including pierced holes, sharp corners, bevels, and complex three-dimensional shapes.
Cold cutting. Unlike plasmas or lasers, waterjet cutting has no heat-affected zone that may warp or damage certain materials, so the structure and integrity of materials surrounding the cuts aren’t affected during the fabrication process.
Reduced waste. The kerf of a waterjet cut is usually between 0.3 mm and 1 mm, minimizing the amount of scrap material generated during the process.
Minimal fixturing. Thanks to the low transferred forces of the high-velocity jet of water, clamps and other fixtures are minimized. This facilitates the cutting of fragile or flexible materials.
Waterjet Cutting From Aquajet
At Aquajet, we provide custom waterjet cutting, fabrication, and design services for an expansive range of industrial applications. Our team has been leading the way in waterjet cutting for 15 years, and we have supported manufacturers and companies in a wide range of fields. Contact us to see how waterjet cutting can improve your manufacturing processes.
Posted by Aquajet Services on | Comments Off on What Is Taper and How to Eliminate It
Waterjet cutting is an extremely versatile cutting method that utilizes a high-pressure stream of water to accurately cut simple or intricate designs into a wide variety of materials. Waterjets are complex machines, and the shape of the cut is dependent on numerous variables. One challenge posed by waterjet cutting is taper, which can greatly affect the quality and accuracy of the cut. Taper is inherent to the waterjet cutting process. Whereas some types of taper are a result of problems in the cutting head or calibration and can be eliminated, other types of taper must be compensated for so that the cut part is not affected. Here we will discuss the different types of taper as well as what you can do to manage it.
What Is Taper?
To understand what taper is, you will first need to understand the meaning of kerf. Kerf refers to the amount of material the waterjet removes as it cuts through the material. Kerf width depends on various factors such as material type, material thickness, condition of the waterjet nozzle, and more. If a cut has taper, it means there is a difference in kerf width at the top of the cut versus the kerf width at the bottom of the cut. Taper can cause parts to fall outside of tight tolerances and design specifications, so it is important to understand what causes it and how it can be eliminated.
Different Types of Taper
Depending on the speed of the waterjet and the materials used throughout the process, there can be different kinds of taper. Four of the types include:
V-Shaped Taper. This is the most common kind of taper, with more kerf width at the top of the cut than at the bottom. Usually associated with faster cutting speeds, V-shaped tapers occur because the waterjet stream loses some of its cutting power as it cuts through the material.
Reverse Taper. Reverse taper has a wider kerf at the bottom of the cut rather than the top. This type of taper can be produced when cutting too slowly or when cutting soft materials.
Asymmetrical Taper. If a waterjet-cut part has different taper angles on different sides, the likely cause is a faulty cutting head setup or calibration errors.
Barrel Taper. This type of taper is shaped like a barrel, with a wider kerf in the middle of the cut rather than the top or bottom. This kind of taper is due to waterjet orifice failure or extreme nozzle wear.
The Factors Affecting Taper and How to Eliminate It
There are many factors that affect taper, some of which include:
Speed of waterjet cutting. Higher cut speeds result in V-shaped taper, whereas lower cut speeds result in less taper. Very slow cut speeds can even result in reverse taper. However, waterjets with taper compensation can eliminate taper even while cutting quickly.
Amount of nozzle standoff. If the nozzle is too far away from the material, the jet stream can spread and cause tapered cut faces with excessive erosion on the top edge of the cut.
Quality of cutting stream. More focused nozzles produce less taper. If the orifice and/or nozzle are worn or damaged, the cutting stream loses its symmetry and coherence.
To eliminate or significantly reduce taper, it is important to address the above mentioned factors by doing the following:
Use taper compensation. High-level waterjets can compensate for taper by controlling the angle of the cutting head as it cuts the profile of the part. A properly calibrated waterjet with taper compensation is the best solution to taper even at high cutting speeds.
Adjust cutting speed. If a waterjet with taper compensation is not available, taper can be eliminated only by slowing down the cut speed. However, if the problem is reverse taper, you might need to increase the cutting speed.
Use a lower standoff. The lower you can get the nozzle to the material, the less taper you will have. Generally, a nozzle standoff of 0.100” is satisfactory.
Use high-quality abrasive. Waterjets cut by mixing an abrasive with the supersonic water stream. A higher-quality abrasive like crushed garnet cuts more aggressively, which in turn produces a better cut quality and less taper at equivalent cutting speeds.
Choose AquaJet Services for Waterjet Cutting Services
Waterjet cutting is an excellent way to cut materials, and reducing or eliminating taper is crucial in ensuring tight tolerances and high-quality cuts. At AquaJet Services, all of our waterjets have taper compensation, and we provide high-quality waterjet cutting services with a commitment to producing accurate and consistent cuts. For more information, or to get started on your waterjet cutting solution, contact us today.
Posted by Aquajet Services on | Comments Off on How to Improve Waterjet Cutting Accuracy
Waterjet cutting is a versatile cutting method that uses a high-pressure stream of water to cut a variety of materials into the desired shapes and designs. Due to its precision and accuracy, it is used by a wide range of industries that require parts with adherence to strict tolerances.
While waterjet cutting offers a high level of precision, many factors can affect the accuracy of the cut. To ensure optimal accuracy, it is crucial to consider factors such as operator skill, material, equipment controls, part thickness, and more. By understanding the several elements that affect waterjet cutting accuracy, you can take the necessary steps to improve overall precision.
The Importance of Waterjet Cutting Accuracy
Waterjet cutting accuracy is crucial for producing precision parts. Accurate waterjet cutting offers many benefits, including:
Part Functionality. Having high levels of accuracy during the waterjet cutting process ensures the functionality of the completed product or part.
Consistency. Because waterjet cutting is not a thermal process with the adverse effects of workpiece expansion, all of the finished parts can be consistent from one to the next.
Cost-Savings. Compared to other precision cutting processes, a waterjet cutter offers cost and time-saving benefits. The maximum precision of a waterjet cut is accomplished in one pass.
Minimal Force. A waterjet cuts with minimal force which eliminates the need for extensive fixturing to hold the workpiece in place. Also, waterjet cutting is a cold cutting process, meaning that virtually no heat is transferred to the material being cut.
Considerations to Improve Waterjet Cutting Accuracy
To ensure the highest level of precision during waterjet cutting operations, there are many important factors to consider. By examining each of the following factors, you can make the necessary adjustments to improve cutting accuracy.
Controls
The waterjet cutting machine’s control system plays a major role in cutting accuracy. Machines with more precise controllers result in more accurate cuts. To achieve top-level accuracy, some waterjet cutting machines are equipped with 2 axes of angular control at the cutting head. With this control, these waterjets can eliminate taper in the cut faces.
Operator Skill
Having a skilled operator is extremely important when producing tight-tolerance parts. The operator must have a strong understanding of how to create good tool paths and maintain stability as well as how to fixture, inspect, and make adjustments to the part to improve tolerances. Operators must also know how to troubleshoot and maintain waterjet cutting machines to ensure optimal accuracy.
Material
Since the achievable accuracy greatly depends on the type of material being cut, it is important to use material that has consistent hardness throughout and is free of internal tension.
Part Thickness
While waterjet cutting is capable of cutting materials with a wide range of thicknesses, accuracy does decrease with thickness. When cutting thicker parts, it may be necessary to cut a test piece first and make adjustments to the program. By fine tuning the program, a well-maintained and properly calibrated waterjet can cut even very thick parts accurately.
Eliminating Taper
Eliminating taper is crucial for ensuring consistent part profiles. Using taper-compensating control of the cutting head will eliminate taper and improve waterjet cutting accuracy.
Preventative Maintenance
As with most machines and equipment, maintenance is a key factor for quality work. By following a strict maintenance program and replacing parts at the proper intervals, a high level of cutting accuracy and precision can be achieved.
The precision capability of waterjet cutting makes it a popular machining process for a wide range of applications. Improving waterjet cutting accuracy is essential for producing consistent, high-quality parts. With over 30 years of fabrication experience and a facility equipped with state-of-the-art waterjet cutting equipment, AquaJet Services provides solutions for all your cutting needs. We are committed to the utmost accuracy to meet your strict tolerance requirements and solve even your most complex cutting challenges.
For more information about our waterjet cutting capabilities, contact us today.
Posted by Aquajet Services on | Comments Off on A Description of Waterjet Cutting
Waterjet cutting is a process in which a supersonic stream of water, usually combined with a granular abrasive, is used to cut parts. Suitable for cutting everything from foam to steel, waterjet cutting is a versatile technology that can cut with exceptional accuracy and edge quality. These attributes make it a preferred cutting method for producing precise, high-quality parts used in aircraft, automobiles, architectural systems, and more.
How Does a Waterjet Work?
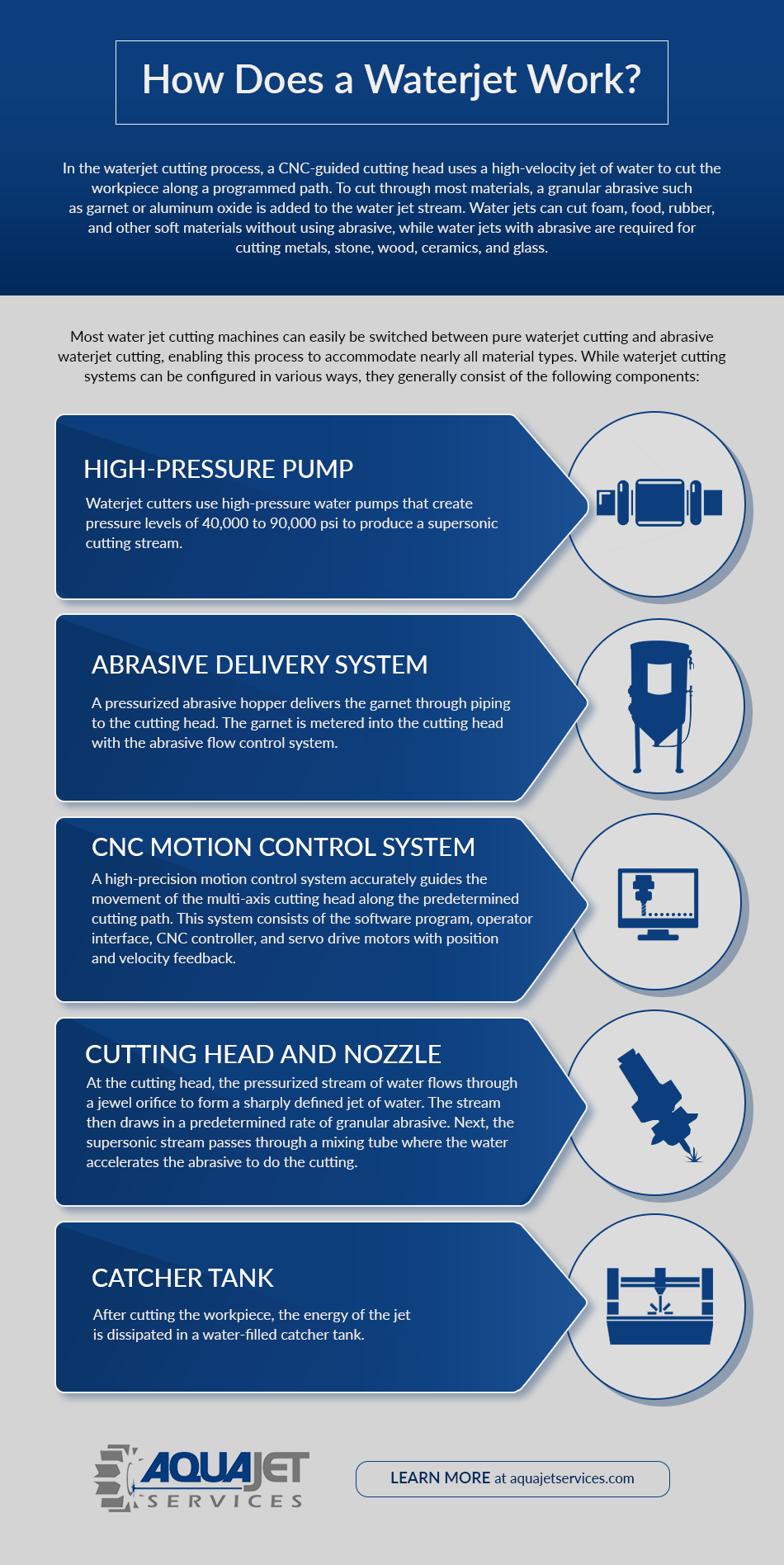
In the waterjet cutting process, a CNC-guided cutting head uses a high-velocity jet of water to cut the workpiece along a programmed path. To cut through most materials, a granular abrasive such as garnet or aluminum oxide is added to the water jet stream. Water jets can cut foam, food, rubber, and other soft materials without using abrasive, while water jets with abrasive are required for cutting metals, stone, wood, ceramics, and glass.
Most water jet cutting machines can easily be switched between pure waterjet cutting and abrasive waterjet cutting, enabling this process to accommodate nearly all material types. While waterjet cutting systems can be configured in various ways, they generally consist of the following components:
High-pressure pump. Waterjet cutters use high-pressure water pumps that create pressure levels of 40,000 to 90,000 psi to produce a supersonic cutting stream.
Cutting head and nozzle. At the cutting head, the pressurized stream of water flows through a jewel orifice with a diameter as small as a hair to form a sharply defined jet of water. For abrasive waterjet cutting, the stream then draws in a predetermined rate of granular abrasive. Next, the supersonic stream passes through a mixing tube or waterjet nozzle, where the water accelerates the abrasive. This combined stream has enough kinetic energy to cut through hard materials over a foot thick.
Catcher tank. After cutting the workpiece, the energy of the jet is dissipated in a water-filled catcher tank.
Abrasive delivery system. A pressurized abrasive hopper delivers the garnet through piping to the cutting head. The garnet is metered into the cutting head with the abrasive flow control system.
CNC motion control system. A high-precision motion control system accurately guides the movement of the multi-axis cutting head along the predetermined cutting path. This system consists of the software program, operator interface, CNC controller, and servo drive motors with position and velocity feedback.
What Can a Waterjet Cut?
A waterjet cutter can be adapted for a huge variety of materials. This versatility allows it to cut through an impressive range of materials, including:
Waterjet cutting is a cold-cutting technique, allowing it to cut metals without warping them or thermally altering their properties. Carbon steel, aluminum, titanium, and other metals are often cut with waterjets to create high-quality, high-precision components used in critical applications.
While superalloys are difficult to cut using traditional methods, waterjet cutting allows them to be cut quickly and accurately without work hardening. Superalloy parts created with waterjet cutting are used in everything from jet and rocket engines to submarines and nuclear reactors.
Plastics. Waterjets can cut plastics with a wide range of densities and thicknesses, making it an efficient method for producing high-quality plastic parts used in medical devices, electrical insulating products, food manufacturing equipment, and more.
Glass. With the ability to pierce through glass without shattering it, waterjet cutting is ideal for producing mirrors, window panels, tabletop inlays, solar panels, and other custom-shaped glass products.
Stone and tile. Stone, tile, marble, granite, and other materials can be efficiently and precisely cut into various shapes with waterjet cutting. Waterjets are commonly used to cut decorative inlays, medallions, and logos.
The waterjet cutting process excels with difficult-to-cut ceramic materials, making it a preferred cutting option for creating electrical insulating ceramic parts used in aerospace and electronics applications.
Waterjet cutting can produce the intricate shapes and profiles required for the formation of custom foam cases, dividers, insert materials, padding, and other products. Waterjets cut foam without using an abrasive.
Pure waterjet cutting can create rubber gaskets, seals, and insulation components with clean edges, precise corners, notches, vent holes, and other specialized features.
Benefits of Waterjet Cutting
A few of the benefits that set waterjet cutting apart from other cutting techniques include:
Cost-effectiveness. Compared with other high-precision cutting methods, the cost of operating a waterjet cutter is competitive. Other cost- and time-saving benefits are realized through fast drawing-to-cutting transition times, quick setup, and rapid cutting speeds—enabling shorter turnaround times on jobs.
Superior edge quality.The smooth cuts created with waterjets have a minimal burr, saving time and money by reducing or eliminating the need for secondary finishing.
Exceptional accuracy.Waterjet cutting is capable of achieving tolerances as close as +/- 0.002″ (+/- 0.05 mm), depending on the system. This capability makes it a preferred choice for high-precision parts requiring intricate designs and tight tolerances. When more accuracy is required, waterjets are a natural fit for finish machining processes because a waterjet-cut part has pristine, unhardened cut faces.
No heat-affected zones. As a cold cutting process, waterjet cutting eliminates warping, hardened edges, and inaccuracy due to thermal expansion during cutting. This is especially important when working with heat-sensitive materials or creating parts that require extremely tight tolerances.
Green benefits. Waterjet cutting is an inherently eco-friendly process that eliminates slag formation, toxic fumes, and smoke that are common to thermal cutting methods such as plasma or laser. Waterjet cutting also does not use chemicals or lubricants to cut. Furthermore, most of the waste material is finely crushed garnet—an environmentally benign by-product.
Expert Waterjet Services from AquaJet Services
With its versatility and precise cutting capabilities, waterjet cutting has become a popular cutting technique in a growing number of industries. At AquaJet Services, state-of-the-art waterjet cutting equipment and more than 30 years of fabrication experience allow us to provide solutions for even the most complex cutting challenges. We use 5-axis waterjets to cut complex angles and features with exceptional precision, and we have experience with cutting most materials and thicknesses. We also are a full-service fabricating shop offering design services, so we can take your project at any stage in the design process and see it through to completion.
To learn more about our waterjet cutting capabilities and how we can assist you with your next project, please contact us today.
Posted by Aquajet Services on | Comments Off on Which Cutting Process Is Right for Your Application?
When selecting the best cutting application for your needs, it is important to have a thorough understanding of the different methods available to you. Some cutting methods are better for extremely detailed and fine work, while others may be more equipped for thick materials. The most common cutting methods available on the market today are waterjet cutting, wire EDM cutting, laser cutting, and plasma cutting.
Waterjet cutting uses a high pressure stream of water mixed with an abrasive to cut materials into the desired shape. It is particularly valuable for its ability to provide accurate cuts without applying heat to the material as well as its ability to cut nearly any material. Wire electrical discharge machining (EDM) is a very specialized process in which an electrically charged strand of wire passes through the workpiece, causing an electrical discharge from the wire that erodes the metal in a very controlled and accurate process. Laser cutting is done by focusing a high-power laser beam at the workpiece to remove material by melting and vaporizing it, creating a smooth precise cut. Plasma cutting, which can only be performed on conductive metals, uses an extremely hot, high-speed jet of plasma to cut through the material.
Each of these cutting processes offers a different set of benefits and uses. While waterjet cutting is by far the most versatile cutting method, the EDM, laser, and plasma cutting methods provide their own benefits for particular products and applications. In this blog, we compare the different cutting methods and their benefits to help you determine which process works best for you.
Waterjet vs. Laser Cutting
Laser cutting is faster and cheaper when cutting thinner materials, but it has more material restrictions than waterjet cutting. Waterjet cutting can be used to shape nearly any material, including metal, plastic, glass, rubber, and stone. Since laser cutting uses heat to cut, it is mostly limited to cutting metals. However, some plastics, composites and other materials like wood and foam can be cut with a laser but with reduced thicknesses. Lasers vaporize the material, which in some non-metal materials causes fumes that can be quite toxic. Some metals are also challenging to cut with a laser, including copper, brass, manganese, nickel, and lead.
While laser cutting is more precise when cutting detailed or intricate patterns, it cannot cut through very thick materials the way waterjets can. Waterjets have no difficulty cutting materials that are too thick to cut in almost any other way. Lasers can cut fast in thinner metals and have a narrow kerf, making them suitable for cutting parts with fine detail. However, it is important to note that since laser cutting produces heat, detailed parts can overheat and warp, whereas waterjets produce almost no heat at all.
Waterjet vs. Plasma Cutting
Plasma cutting uses a high velocity jet of plasma to cut conductive metals. It is an extremely quick method and has a lower operating cost than the other cutting methods. It is also far less precise than laser and waterjet cutting. The heat from plasma cutting can also warp or distort the edges of the cut material, which makes it unsuitable for fine or detailed work. Overall, plasma cutting works as an option for quick, inexpensive cuts that do not require a great deal of precision. If you require more precise and detailed cuts without the risk of edge deformation, waterjet cutting is the better choice.
Waterjet vs. Wire EDM Cutting
Wire EDM machines can cut thin as well as thick metals with precision far surpassing anything achievable by any other cutting process. Parts can be produced that are accurate within tenths of a thousandth, removing the need for secondary machining processes. The downside is that wire EDM is a very slow process and is more expensive than waterjet cutting in cases were waterjet tolerances and surface finish are acceptable. Wire EDM is also limited to only metals, whereas waterjets can cut nearly any material. Ultimately, choosing between EDM and waterjet cutting is a question of what tolerances and surface finish are required. For products that need to be completed quickly and do not require machined-quality precision, waterjet cutting is ideal. Even when the part needs to be machined, in many cases waterjet cutting a near net shape to remove the bulk of the material and then machining to size is still cheaper than wire EDM.
Contact the AquaJet Team to Learn More
When compared with other cutting methods, waterjet cutting offers superior cutting accuracy for the widest range of materials and thicknesses. It is relatively inexpensive and produces very little waste. The process can be used to cut materials that would warp or deform with other methods. It is certainly not the best tool for every job, but it is a very versatile option that cannot be beat in many applications. AquaJet specializes in quality waterjet solutions for a broad range of industries and applications. To learn how you can use waterjet cutting for your next project, contact us today!
Posted by Aquajet Services on | Comments Off on A Guide to Cutting Thick Materials
Waterjet cutting is an incredibly versatile method used to shape components from a variety of materials. One of its primary benefits is the ability to cut particularly thick materials. With waterjet cutting, thick steel and other materials can be cut accurately and efficiently. Here, we will discuss the potential limitations of waterjet cutting for thick materials, its benefits over other methods, and some tips to ensure quality cuts.
Potential Limitations
Although waterjets are in many ways ideal for cutting thick materials, the process presents some limitations. Material thickness affects the accuracy of the cut in ways that can compromise the final product, so it is important to use a waterjet service provider who understands these limitations and ways to mitigate them. The most common limitations when cutting thick materials include:
Reduced Accuracy: Greater thickness can result in lower accuracy. In the same way that the accuracy of a gun is decreased the further the bullet gets from the barrel, the cutting accuracy of a waterjet is also decreased as the water and abrasive particles get further from the cutting head. As the thickness of the material increases, tolerances must be expanded to account for reduced accuracy.
Near Net Shapes: Due to reduced accuracy at greater thicknesses, it is sometimes necessary to cut to a near net size, allowing for some additional processing in order to meet the required tolerance and surface finish.
Deeper Striations: A waterjet cut surface consists of an upper smooth zone and a lower rough zone, with the rough zone characterized by a distinctive pattern of wavy striations. In any thickness, the striations become more pronounced as the cut speed is increased and can be lessened, or completely eliminated, by cutting more slowly. However, in thicker materials, the striations become deeper and more noticeable and it becomes increasingly cost prohibitive to eliminate the striations by slowing down.
Longer Production Time: The thicker the material, the slower the cut speed, with cut speeds decreasing exponentially as the thickness is increased. For example, 18” thick steel cuts at almost half the speed of 14” thick steel, even though there is only a 28% increase in thickness. This is the greatest limitation when using waterjet cutting for thick materials.
Advantages
Despite its limitations, waterjet cutting remains one of the most useful methods for cutting thick materials. In fact, it offers numerous advantages over other cutting methods, including:
High Quality Cuts: Waterjet cutting can produce high quality parts from thick materials to a high degree of accuracy, without exposing the material to heat.
Raw Material Savings: Raw materials can be used very efficiently by nesting parts closely together and in some cases even sharing the same cut between two different parts.
No Thermal Damage: Since the waterjet cutting process does not generate heat, there is no risk of modifying the properties of the material or warping of the part due to heat.
Speed: Although waterjet cutting of thick materials can take more time, all cutting methods require extensive time to cut through thick materials. Actually, waterjet cutting is significantly faster and cheaper than wire EDM, which is its main competitor in thick metal cutting. When compared with other conventional cutting methods, waterjet cutting often offers superior results for overall production in spite of being a slow process.
Material Thickness: Waterjet cutting can be used to cut extremely thick materials that would be extremely difficult or impossible to cut using other methods.
Here are some things to consider when choosing a cutting process:
Material Composition: Consider the properties of the material and the risk of cracking, warping, and breakage. Waterjet operators calibrate the pressure and speed according to the specific material makeup to ensure ideal cutting accuracy without the risk of damage to the material.
Product Design: Determine the design size, complexity, and level of detail necessary for the product. Waterjet cutting can be used to cut thick materials to net or near net shapes without introducing stress to the part.
Cost Savings: When budgeting for your project, consider the amount of raw material, expected waste, and consumable materials that will be used in the process. Waterjet cutting produces less scrap and requires very little consumable material.
Programming, Setup, and Maintenance: In addition to cutting time, consider the amount of time it will take to set up, program, and maintain the cutting apparatus. You will find that waterjet cutting requires very little setup time and can easily be programmed for multiple jobs without significant downtime.
Contact the AquaJet Team to Learn More
AquaJet is pleased to offer custom waterjet cutting and fabrication services for a wide range of materials and thicknesses. To learn more about our quality waterjet cutting services, contact us today!







 We want to show you a cool part we just waterjet cut that really showcases one of the big advantages of waterjet cutting. This part was cut for the
We want to show you a cool part we just waterjet cut that really showcases one of the big advantages of waterjet cutting. This part was cut for the 







 Choose AquaJet Services for Waterjet Cutting Services
Choose AquaJet Services for Waterjet Cutting Services