
Characteristics of Waterjet Cutting
A Technical Guide to Waterjet Cutting
- Which Materials a Waterjet Can Cut
- How Does a Waterjet Cut?
- Characteristics of Waterjet Cutting
- Description of a Waterjet Cutting System
- Comparison Between Waterjet Configurations
- Comparison Between Waterjet Cutting and Other Cutting Methods
- Industries that Utilize Waterjet Cutting
- Environmental Impact of Waterjet Cutting
If you’re on a quest to discover whether a waterjet cut is acceptable for your purposes, you’re on pay dirt here. Read on.
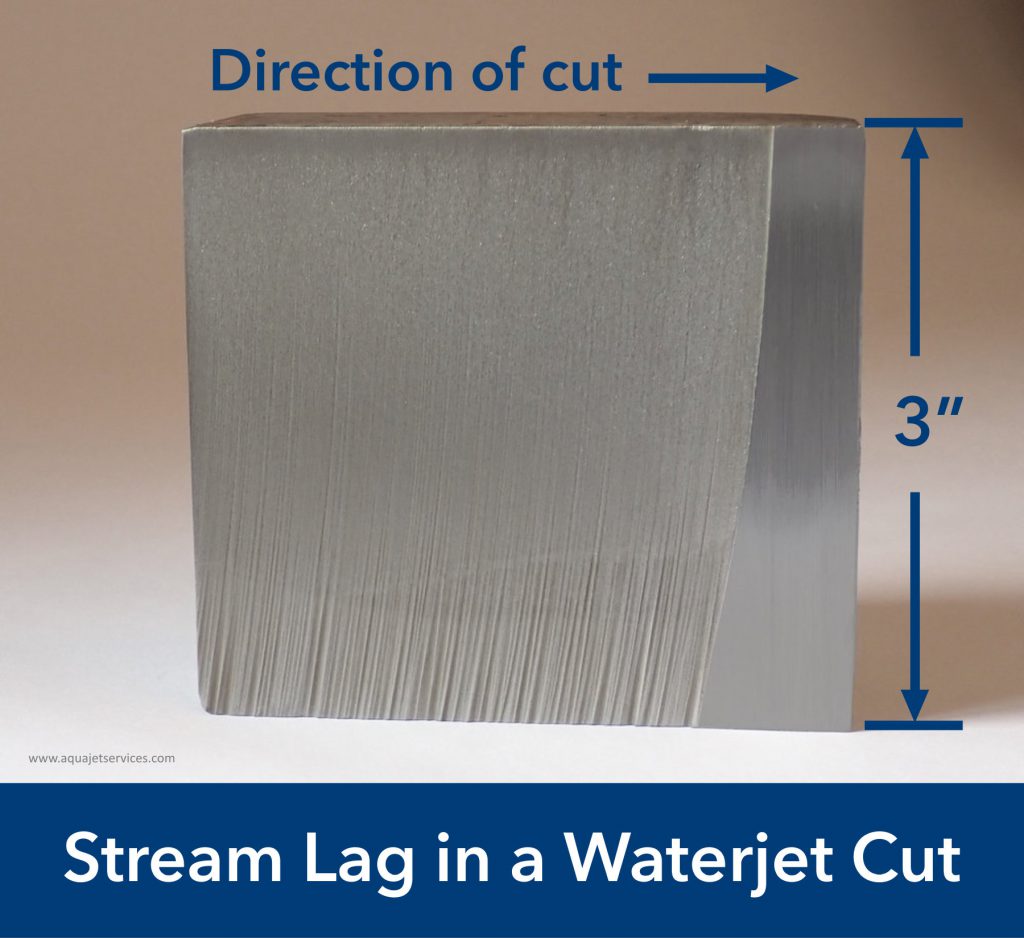
Stream Lag in a Waterjet Cut
A waterjet stream is a cutting tool that is a round shaft 1mm wide. But this particular tool is flexible, and that flexibility must be properly counteracted. As the cutting stream moves laterally across the material it is cutting, the bottom of the stream trails slightly behind the top. This stream lag, or trail-back, isn’t a problem when cutting in a straight line, but it makes problems when the stream changes directions. On curves, stream lag causes the cut to swing wide on the bottom. On inside corners, trail-back notches the corner behind the stream as the stream leaves the corner.
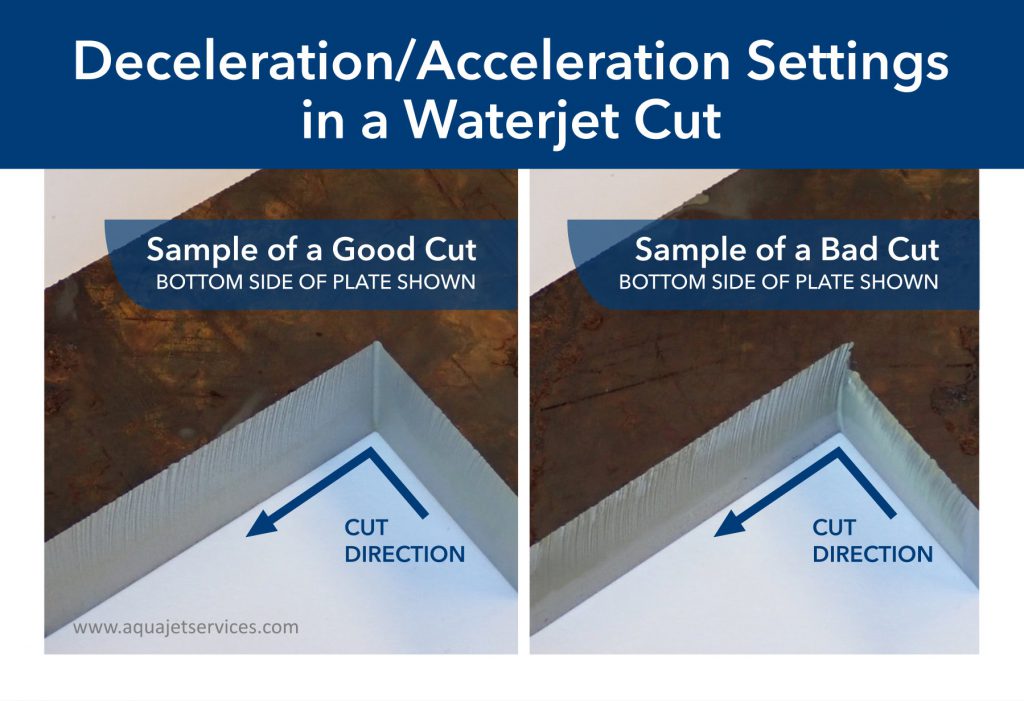
Stream lag is solved by precisely decelerating the lateral speed of the cutting head when approaching a corner, and then accelerating out of the corner. On outside corners in thick material, it can be cost-effective to cut past the corner without decelerating, stop and back up to the corner, and resume the cut in the new direction. Stream lag also is solved with taper compensation (see below). Without proper compensation for trail-back, the bottom surface of the finished parts can be misshaped and ugly even when the top surface looks great. But with proper compensation, there is hardly a discernible difference between the top and the bottom profiles.
Taper Compensation in a Waterjet Cut
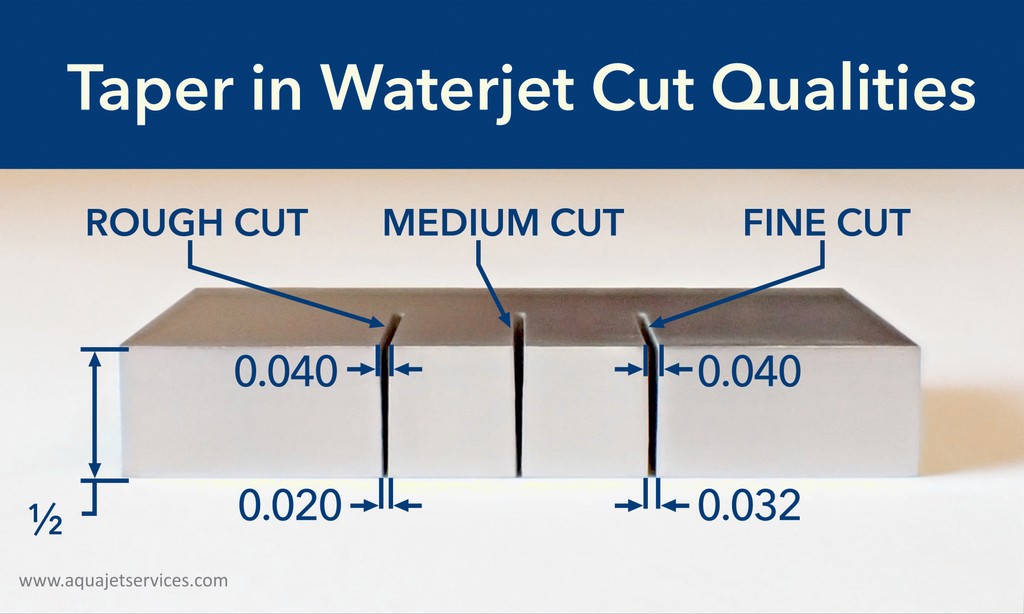
The cutting stream doesn’t just trail backward, it also narrows in width. Whereas it is about 1mm (.040”) wide as it enters the top surface of the material, it might be only half as wide as it exits the bottom. This tapered stream produces tapered parts. A tapered part can be the correct dimensions on the top face while measuring 0.020” too big across the bottom face. This taper would be the biggest limitation to the accuracy of waterjet cutting if it were not for taper compensation.
The old way to compensate for taper was to slow down the cut speed to allow the bottom of the stream to strengthen and become wider. However, slowing down can more than double the cost of the cut.
The better way to compensate for waterjet taper is by angling the cutting head so that it points slightly toward the part that it is cutting. When done precisely, taper compensation puts a true 90° edge on the part, leaving all of the taper on the scrap side of the cut. Taper compensation also solves stream lag by pointing slightly forward. Taper compensation is complex—it requires 2 axes of angular motion in the cutting head as well as advanced software programming to calculate the required angular compensation. However, it produces parts that are just as accurate on the bottom as they are on the top. Also, it frees the waterjet from slowing down for the sake of accuracy.
A waterjet with taper compensation cutting small parts in 1/8” thick steel.
A spin-off benefit of having a cutting head with 2 axes of angular motion is that this waterjet system has most of the components for 3D bevel cutting or even for real 5-axis cutting. So we see that the need for taper compensation has driven 5-axis capabilities in the waterjet industry.
One interesting capability of waterjet cutting with taper compensation is that thin sheets can be cut very cheaply and accurately through stacking. For example, a stack of 100 sheets of 0.005” thick shim stock cuts just as fast as one 1/2” thick plate, and all of the finished sheets are the same size.
One limitation of taper compensation is that one side of the cut must be scrapped—if both sides of the cut need to be utilized, taper compensation must be disabled.
Accuracy of a Waterjet Cut
The best precision for waterjet cutting in metals is +/- 0.002”, but it will be at a premium price because test cutting is required and like-new calibration of the waterjet must be maintained. Many shops will not be able to guarantee that level of accuracy.
More commonly a tolerance of +/- 0.005” is achievable, and this tolerance can be met in thicknesses beyond 1 inch. However, this tolerance still incurs extra charges for slower feed rates and more setup time. For these reasons, a tolerance of +/- 0.010″ is cheaper than +/- 0.005”. Finally, the most economical pricing for cutting plates under 2 inches thick can usually be achieved while meeting a tolerance of +/- 0.015″ for waterjets with taper compensation, or +/- 0.025″ for waterjets without taper compensation.
Then there are the waterjet shops who only guarantee +/- 0.030″, but every industry has some participants like that.

Waterjets are precise, but the fact is that many waterjet systems are not meeting their full potential. First of all, accurate parts can only be cut by a waterjet that compensates for the idiosyncrasies of a water stream. Because of the harsh environment that waterjets operate in, any waterjet can only cut accurately through fastidious maintenance. The soundness of the whole system is necessary to achieve like-new calibration.
The other big enabler of accuracy is the operator. The field of waterjet cutting is very dependent on the knowledge and skill of the waterjet operator, even if the salesman who sold the waterjet told you that the new rookie can run this waterjet like a boss. Waterjet operators need to be both careful and technical, able to do their own programming and diagnostics. They must be versatile in order to utilize the waterjet’s versatility. If these conditions are met, waterjets can live up to their hype of versatility and accuracy.
The Kerf of a Waterjet Cut
Commonly, waterjets cut a kerf that is 0.030” to 0.050” wide. The kerf width is a product of the inside diameter of the tungsten mixing tube, or waterjet nozzle. In turn, the size of the mixing tube must be compatible with the size of the orifice and the mesh size of the abrasive. Waterjets can run any configuration that is equal to or smaller than their pump’s optimum setup, so a kerf width as low as 0.020” is easy to configure on most systems.

Keep in mind that the cutting stream must be entirely surrounded by the material—waterjets cannot shave half of the kerf width off of the material. If one side of the stream is clear of the material, the bottom of the stream deflects to the path of least resistance, making an ugly cut surface. All waterjet cuts are achieved in one pass, even the most accurate ones.
Minimum Sizes in a Waterjet Cut
Waterjets are good at finely detailed, intricate cutting because the stream is narrow, the cut applies minimal forces to the material, and there is no distortion from heat. Most waterjets can cut inside corners with a radius of .020” or less. Also, parts can be nested close together—often with only 1/8” between them.
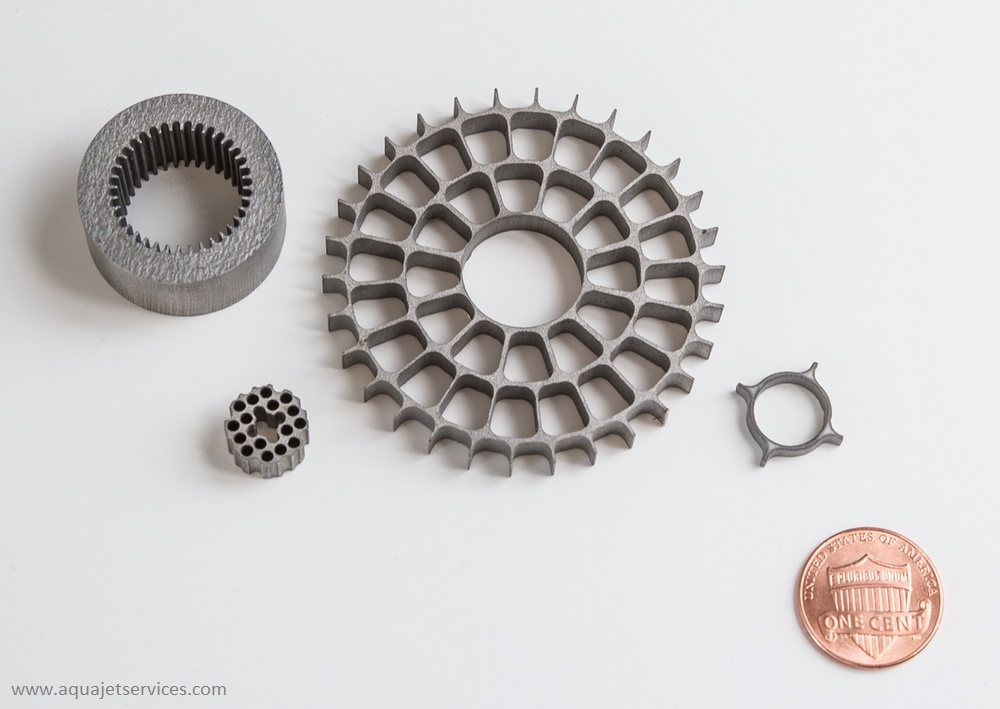
Waterjets are also good at cutting small hole sizes. In metal sheet thicknesses (3/16” thick or less), the minimum hole diameter is about 0.060”. In thicker plates, a good rule of thumb is a minimum hole diameter of 20% of the thickness of the material. For example, a waterjet can cut a 0.100” diameter hole in 1/2” thick plate. Once you get up to a 3/8” diameter hole (in a 2” thick plate), you don’t need to keep enlarging the hole—a 3/8” diameter hole can be cut into almost any material thickness.
These guidelines on minimum hole sizes can be surpassed by creative waterjet operators.
Surface Quality of a Waterjet Cut
The appearance of a waterjet cut surface is similar to sandblasted metal. A waterjet cut is smoothest at the top of the cut and roughest at the bottom. The roughness consists of vertical striations caused by perturbations in the water stream. These striations are not visible in thin sheets, and even on thicker plates they might by negligible.
The quality of the surface is determined by the waterjet cutting speed—the striations get bigger as the waterjet cuts faster. An ultra-fine cut has a smooth satin finish all the way down, and a rough cut has vertical striations almost to the top. If the waterjet cutting speed is too fast, the cutting stream skips, failing to sever the plate completely.
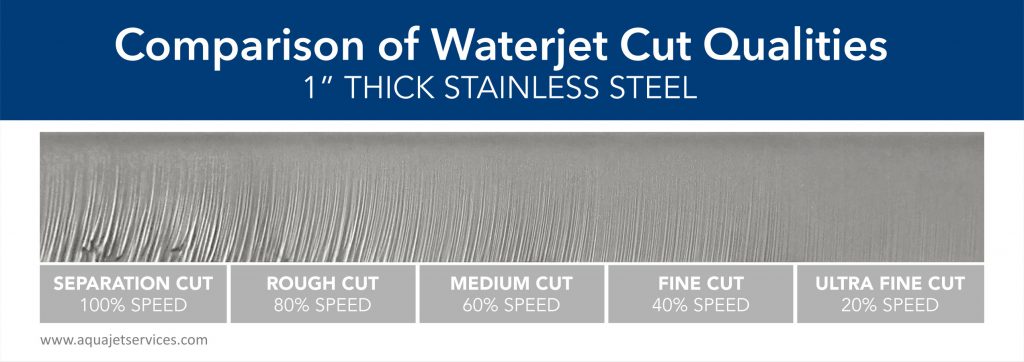
Because waterjets with taper compensation can cut faster without compromising the accuracy, surface quality is often the factor that determines waterjet cutting speed. A waterjet cut face might have a surface finish of 125 Ra or slightly better, but the Ra scale isn’t well suited to waterjet cutting. Rather, it is more applicable to specify requirements regarding the vertical striations on the cut face. For example, a mid-range cut would have visible striations on the bottom half of the cut face, whereas a high-quality cut might have no visible striations at all. However, it is important to understand that eliminating all striations can double or triple the price of waterjet cutting.
A waterjet cutting 2” thick clear acrylic at various cut qualities. It cuts for 5 seconds at each cut quality, so the separation cut is 50mm long, the rough cut is 40 mm long, the medium cut is 30mm long, the fine cut is 20 mm long, and the ultra-fine cut is 10 mm long.
Internal textures in a material (e.g., wood, stone) adversely affect the surface quality of a waterjet cut, so the cut speed might need to be reduced in these materials.
Burr on a Waterjet Cut
Waterjet cuts have a burr on the bottom of the cut face. However, it’s small enough that many people who are used to other cutting methods say that waterjet cuts don’t have a burr. In steel, the burr on a waterjet cut can hardly be seen. It can be felt with the fingertip, but you won’t cut yourself with it. If deburring is needed, it is relatively easy. Comparatively, softer metals make a bigger burr than harder metals.

Heat Affected Zone (HAZ) in a Waterjet Cut
There is no heat-affected zone (HAZ) in a waterjet cut. This is one of the biggest selling points for waterjet cutting. Laser, plasma, and flame cutting all use heat to cut, so they make serious heat-affected zones. Their cut faces are blue and hardened.

Another adverse effect of these thermal cutting methods is that the material expands from heat during cutting, meaning that the parts will shrink as they return to ambient temperature. This incorporates inaccuracies into large laser-cut or plasma-cut parts. However, waterjets cut at ambient temperature, producing accurate parts.
Even mechanical cutting tools like saw blades and milling cutters don’t do a cold cut in the same sense as a waterjet does, simply because their slow speeds give much more transfer time for the heat. (You demonstrate this when you tap a piece of metal with your finger to feel if it’s too hot to touch.) Whereas the cutters on a saw blade or mill might cut at 200 SFM (Surface Feet per Minute), the cutters in a waterjet stream (which are tiny grains of abrasive) cut at 200,000 SFM. A waterjet’s cold cut is demonstrated by the fact that it can cut bimetal strips without warping them.
While most cutting methods add tension to the material they cut, a waterjet relieves tension. If a sheet or plate comes from the mill with thermal or mechanical stresses at its edges, the waterjet cut will relieve those stresses, causing the plate to shift during the cut. This is best counteracted by leaving a margin around the edges of sheets or plates.
Because a waterjet cut leaves a pristine cut surface that is unaffected by heat, machinists like to use blanks that have been cut with a waterjet. Machined parts can often be produced cost-effectively by waterjet cutting before machining, leaving a few thousandths of an inch of material where needed for finishing.
Mechanical Stresses in a Waterjet Cut
Waterjet cutting is the method of choice for cutting metals that are susceptible to work hardening (e.g., titanium, Inconel). It leaves a cut surface that is unaffected by mechanical stresses. This is due to the high velocity of the stream, and it sets waterjet cutting apart from mechanical cutting methods. For example, shearing and punching incorporate massive mechanical stresses into cut faces. In a lesser measure, sawing and milling also cause work hardening through their mechanical cutting action.

The workpiece in a saw or a milling machine must be clamped firmly to counteract the forces of the cutters. But a waterjet applies only minor forces to the material it is cutting, so the workpiece on a waterjet table can be lightly fixtured. In fact, waterjets can cut ceramics as thin as eggshells without breaking them. Waterjet cutting is possibly the gentlest way that metal can be cut.
Cross-Contamination in a Waterjet Cut
A waterjet produces a very clean cut. In the case of cutting metals, there is no contamination of the cut surface by a metal cutting tool—the only materials involved in abrasive waterjet cutting are water and stone. In the case of cutting foods, pure water is used, so there is no opportunity for the transfer of bacteria by a knife.
5-axis Waterjet Cutting
Some waterjets can do true 5-axis cutting, such as cutting angled holes in curved surfaces. The main limitation for most of these waterjets is that the cutting head is limited to not exceed 60° from vertical. This is for safety—the waterjet stream must be pointed down into the waterjet tank so that it decelerates safely.

Five-axis waterjets are usually configured as 3-axis gantries with 2-axis cutting wrists, not as 5-axis robotic arms. Therefore, they have only limited clearance for the motion of the 2-axis wrist above the workpiece. This gantry configuration is best for accuracy and for cutting sheets and plates, but its lack of clearance limits the cutting of parts with vertical profiles. However, a creative programmer can compensate for some of this by controlling the types of motion that the wrist will use.
A 5-axis waterjet cutting rectangular windows into a curved plate.
Due to these limitations, the most common application for 5-axis waterjets is doing angled cuts in flat plates. The programming and setup for this type of cutting can be challenging, but a competent operator can model the parts in 3D and successfully cut beveled parts. A profitable market opens up to the shops that can consistently cut accurate 3D parts with their 5-axis waterjets.
Waterjet Etching
Waterjets can etch geometry, creating a line about a millimeter wide. The depth of the etching cannot be controlled precisely. Waterjet-etched lines are not as sharp and clean as laser-etched lines. Waterjet etching is suitable for applications such as part numbers or reference marks for fabricating.
