
Comparison Between Waterjet Configurations
A Technical Guide to Waterjet Cutting
- Which Materials a Waterjet Can Cut
- How Does a Waterjet Cut?
- Characteristics of Waterjet Cutting
- Description of a Waterjet Cutting System
- Comparison Between Waterjet Configurations
- Comparison Between Waterjet Cutting and Other Cutting Methods
- Industries that Utilize Waterjet Cutting
- Environmental Impact of Waterjet Cutting
Each waterjet pressure/power configuration has its own strengths and weaknesses. As we all know, salespeople only talk about the strengths of their waterjet’s setup, and they might accidentally overshoot the facts a bit. But the buyer wants to see the whole picture. This topic is controversial, but we can make intelligent choices by being informed.
In waterjets, pump pressure ratings range from 50,000 psi to 95,000 psi, and horsepower ratings range from 20 hp to 125 hp. The two types of pumps are direct drive pumps and intensifier pumps. We will compare several common configurations: pressure ratings of 60,000 psi and 90,000 psi, power ratings of 50 hp and 100 hp, and both types of pumps.
Basic Waterjet Setup
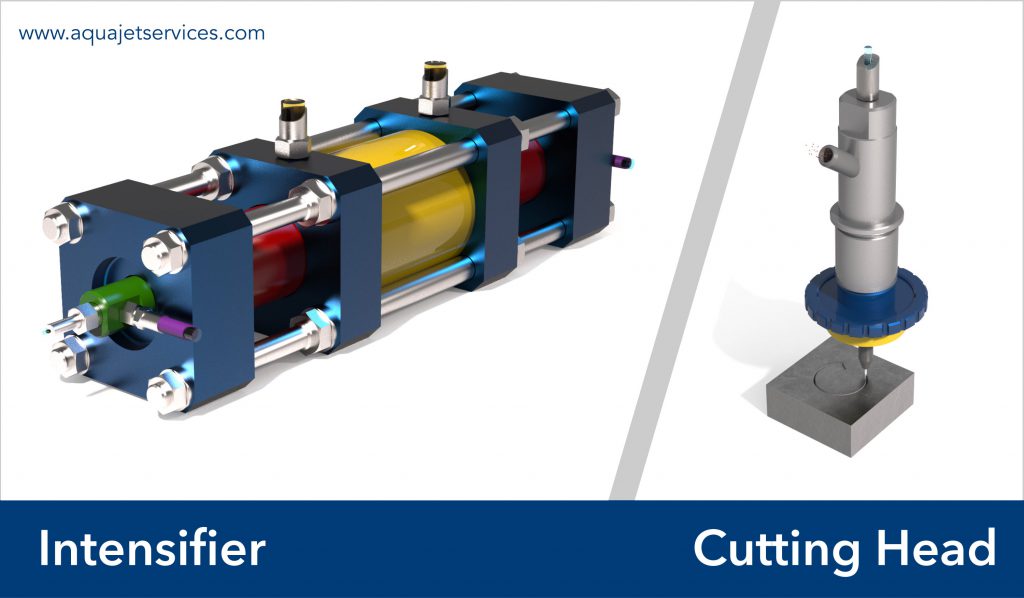
Before we get into waterjet pump pressure and power ratings, we need to look at the jet setup in the cutting head. The orifice in the cutting head is the output from the high-pressure system, and the pump is the input. Therefore, the size of the orifice is determined by the pressure and power of the pump. The pump/orifice combination has a given water flow rate, which in turn determines the abrasive flow rate and the size of the mixing tube, or waterjet nozzle. So you see that the pump specs determine the whole jet setup. Charts containing the optimal configuration for each waterjet are published by the waterjet manufacturers.
Although these configurations can be tweaked for specialized conditions, the waterjet will be close to optimal performance when configured according to factory recommendations. It is easy to downsize the whole configuration to a lower setting on the chart for cutting fine geometry or for optimizing cost inputs on jobs that don’t utilize the full power of the stream. (For example, a high-power stream is not needed when cutting intricate geometry in thin sheets. This is because the cutting head is continually accelerating or decelerating without reaching its cruising speed.)
Another little secret in jet setup is that you can tinker with the abrasive flow rate, or the pounds per minute of abrasive usage. To do this, you need to calculate the abrasive usage per foot of cut length. With a bit of test cutting, you will find that you can reduce your abrasive usage per foot, but you have to slow down to do it; or vice versa, you can speed up, but you have to use more abrasive. The cutting speed and the abrasive usage per foot are settings that sit on opposite ends of a seesaw—if one goes down the other goes up. Each waterjet shop can find the balance that best suits their needs.
Waterjet pressure ratings can be a bit confusing because there are several ratings for the same pump. There is the maximum pressure (or deadhead pressure) rating, the nominal pressure rating, and the continuous operating pressure rating. For example, a pump with a maximum pressure of 94,000 psi might have a nominal pressure of 90,000 psi and a continuous operating pressure of 87,000 psi. Direct drive pumps have less pressure variation than intensifier pumps, but either way the cut speed is set for the continuous operating pressure of the pump.
Waterjet Cutting Economics
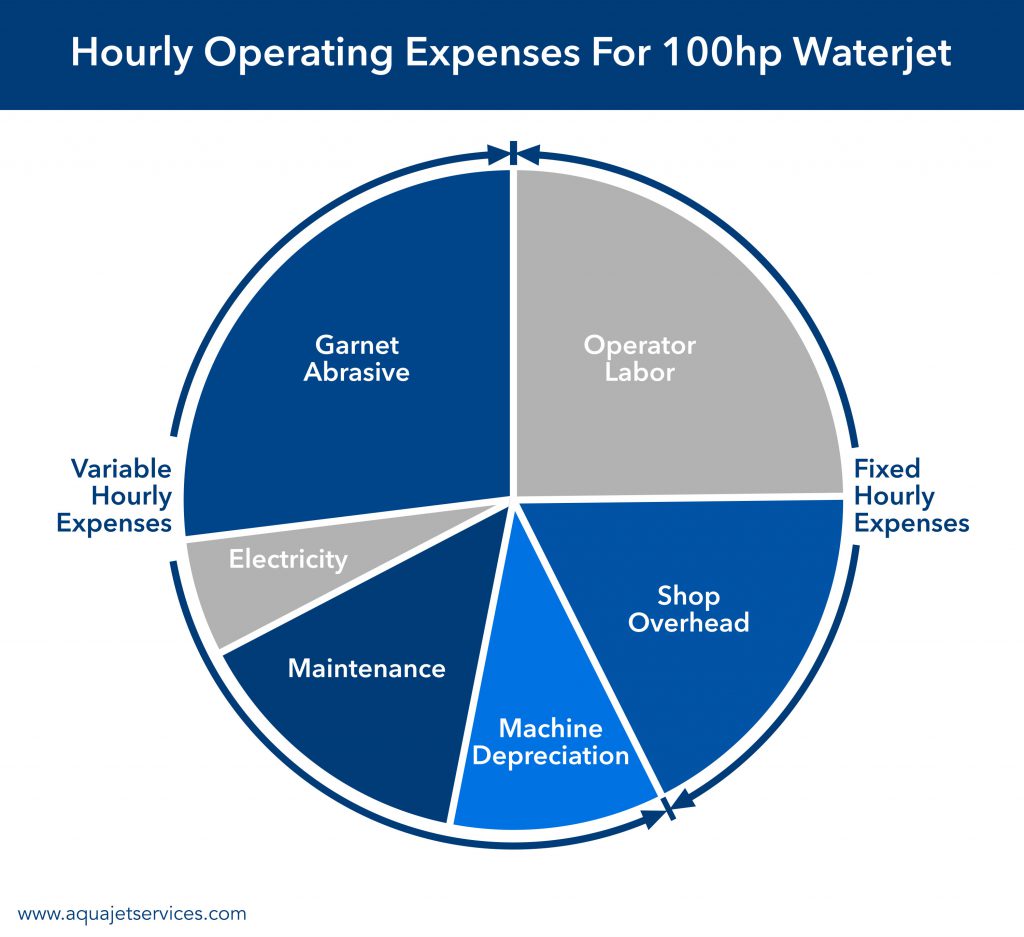
We just mentioned two factors in waterjet cutting—the cutting speed and the abrasive usage per length of cut (We’ll refer to it as the abrasive efficiency). The graph below shows the ratios that make up the operating expense of a waterjet. We see that the garnet abrasive is the single largest operating expense. We also see that operator labor and shop overhead can be combined as fixed hourly expenses that will not change depending on the waterjet. These fixed hourly expenses can be reduced directly through faster cutting speeds. That is why the two most important cost factors are abrasive efficiency and cutting speed—they directly impact more than 2/3 of the total expenses in waterjet cutting. We will continue to focus on these two factors in the following paragraphs.
The Relationship Between Waterjet Pump Pressure and Power
Waterjet cutting speed can be increased by either adding pressure or by adding power, but only adding pressure improves the abrasive efficiency. (Hitch up your britches here because the next sentences are important.) Raising the power but not the pressure increases the size of the orifice and waterjet nozzle but does not change the stream velocity, which means that the cutting power is increased but more material must be removed. This yields a wider kerf that is cut at higher feed rates but does not improve the abrasive efficiency. In contrast, raising the pressure but not the power reduces the size of the orifice and waterjet nozzle and increases the stream velocity, which means that the cutting power remains the same while reducing the amount of material that must be removed. This yields a narrower kerf that is cut at higher feed rates while also improving the abrasive efficiency. See graph below.
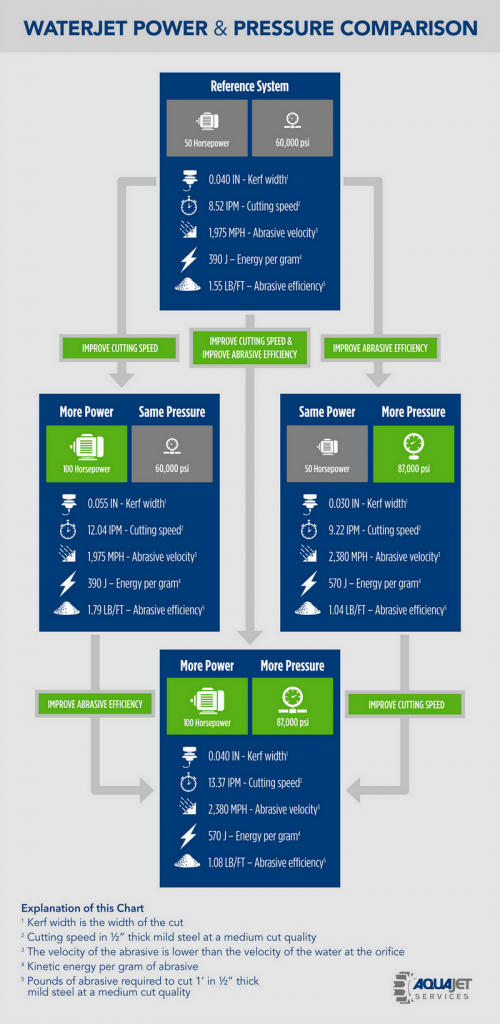
Are you still with us? Let’s rephrase this to simplify it a bit. Raising the power increases the cut speed but does not change the abrasive efficiency. Raising the pressure also increases the cut speed, plus it has the advantage of improving the abrasive efficiency.
Water Pressure Considerations
Here we will discuss the pressure side of the equation in more detail, and then we will move on to the power side.
Let’s compare two waterjet cutting systems of the same horsepower but different pressure levels—a 60,000 psi system and a 90,000 psi system. The 60,000 psi system can have lower maintenance costs, and its purchase price is lower.
The 90,000 psi system cuts faster and uses less abrasive to complete the same length of cut. That is a really big deal because these are the two key factors in waterjet cutting cost. In the graph below, you see the superior cutting speed and abrasive efficiency of 90,000 psi systems. You also notice that a direct drive pump has better performance than an intensifier pump of the same pressure, but worse performance than an intensifier pump of higher pressure. A 90,000 psi intensifier pump uses less electricity per length of cut than a 60,000 psi direct drive pump—it cuts faster with the same horsepower. (For more information on direct drive pumps versus intensifier pumps, see here.)
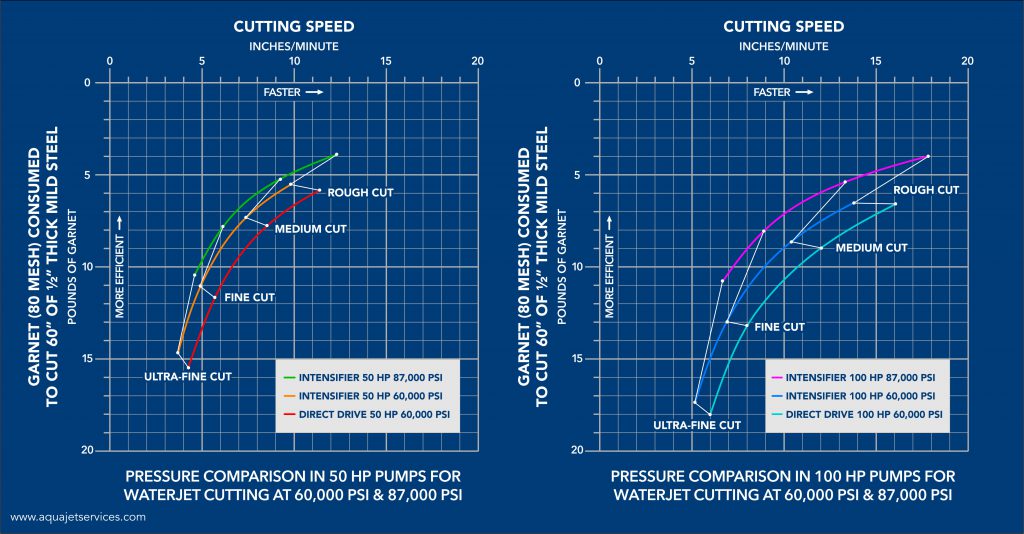
As was said, the two big factors of cutting speed and abrasive efficiency are on opposite ends of the seesaw—raising one lowers the other. So a 60,000 psi system can match the cutting speed of a 90,000 psi system if it uses abrasive even less efficiently, or else it can use abrasive as efficiently if it slows down a lot. You can have one or the other, but not both.
In cutting performance and efficiency, 90,000 psi is the boss. The simple reason is that each grain of abrasive in a 90,000 psi system has more velocity and thus cuts away more material than each grain of abrasive in a 60,000 psi system.
Power Considerations
Now we will discuss the power side of the equation.
Let’s compare two waterjet cutting systems of the same pressure but different power levels—a 50 horsepower system and a 100 horsepower system. See graph below. The 100 hp pump can cut faster. It produces more gallons per minute of water, which means it runs a bigger orifice and bigger waterjet nozzle. Its wider cut requires it to remove more material. It also uses more abrasive per minute to cut faster. The abrasive usage per foot of cut can stay about the same, although the high-horsepower pumps tend to be configured to run a bit more abrasive than optimum to take advantage of their greater cutting speed.
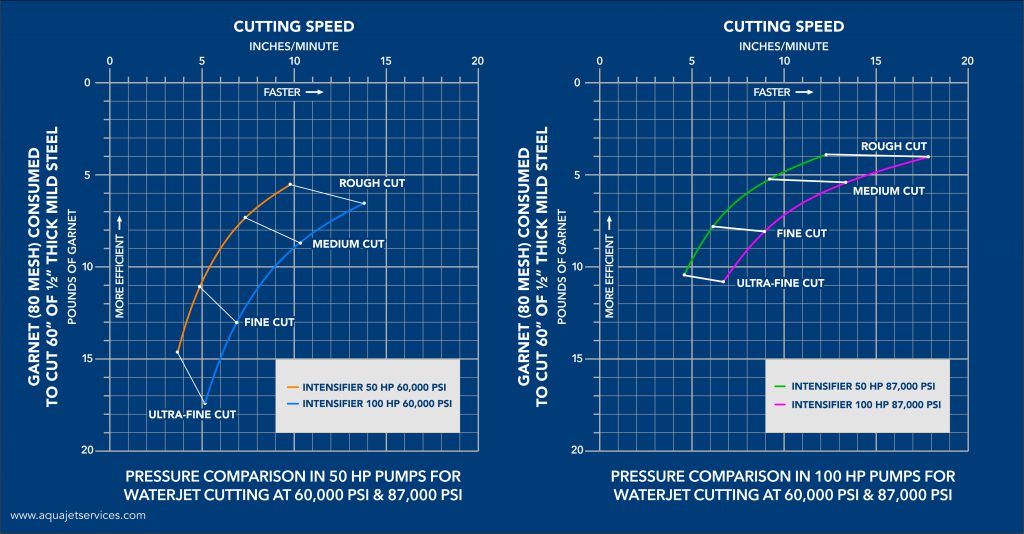
When cutting detailed geometry in a thin sheet, a 50 hp system can cut as fast as a 100 hp system because the cutting head doesn’t hit its optimum speed between corners. In this case, an intensifier-powered 100 hp system can be optimized down to a 50 hp system by changing to a smaller orifice.
Remember that cut speed is driven by either pressure or power, but abrasive efficiency is only driven by pressure.
To Wrap Up the Waterjet Pressure Controversy
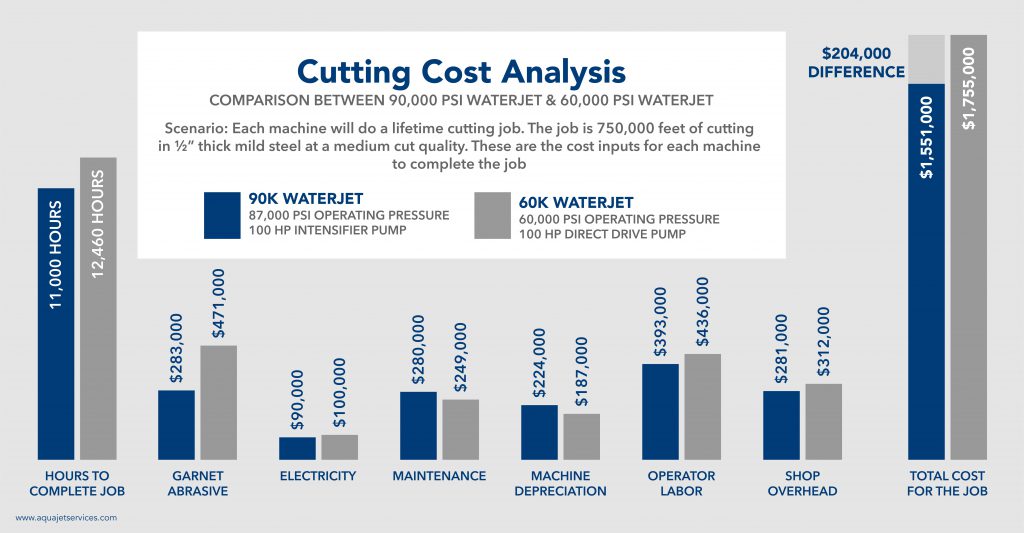
The advantages of 60,000 psi waterjets are lower purchase costs and maintenance costs. The advantages of 90,000 psi waterjets are lower abrasive usage and faster cutting speeds. Faster cutting speeds reduce the inputs of electricity usage, operator labor, and shop overhead. The graph below shows the total costs for the lifetime of each system in equivalent cutting.
This topic can get interesting when hearing the sales talk from waterjet manufacturers that do not offer 90,000 psi systems. It is crucial for the buyer to keep a firm grip on both the abrasive efficiency and the cutting speed. With a good handle on those two inputs, all other inputs can be kept in proper perspective. For example, the seller of 60,000 psi waterjets can honestly claim to cut at the same speed as 90,000 psi systems, while forgetting to mention that they consume far more abrasive per foot to cut that fast. Or else they can say that they use the same amount of abrasive per foot while being quiet about the fact that they would take much longer to cut that efficiently. Don’t let anybody tell you that you can lower one end of this seesaw without raising the other end.
Sometimes the seller wants to focus on comparatively negligible factors like electricity usage while papering over the big factors like abrasive usage.
Finally, let’s remember that smaller machines have their own strengths—they can be more cost-effective in intricate cutting where a high-power cutting stream cannot be fully utilized. Also, the lower purchase price of a smaller system is attractive if the machine will only be used part-time, permitting longer process times. Because each system has its own merits, some waterjet manufacturers offer the whole range of pressure and power configurations. They can offer informed assistance to help the customer choose the best system for their application.