-
Can a Waterjet Cut Silicon Nitride?
Aquajet Services | February 16, 2023
The simple answer is yes. But if you’re like us, you don’t want just the simple answer. We’re very excited to tell you the story about how we went about cutting silicon nitride with one of our waterjet cutters. An engineer from Stein Seal...
-
911 Memorial Monument
Aquajet Services | September 8, 2022
We are honored to have played an important part in the creation of this new 911 Memorial Monument in Barrington, New Jersey. With another anniversary of the tragic attacks on our nation only a few days away, we thought we would take the time to share...
-
Fine Detail Cutting for the University of Texas!
Aquajet Services | June 1, 2022
We want to show you a cool part we just waterjet cut that really showcases one of the big advantages of waterjet cutting. This part was cut for the PMC lab at the University of Texas. The material is 1-3/4″ thick 7075 aluminum, and the ribs of this...




 Can a Waterjet Cut Silicon Nitride?Aquajet Services | February 16, 2023The simple answer is yes. But if you’re like us, you don’t want just the simple answer. We’re very excited to tell you the story about how we went about cutting silicon nitride with one of our waterjet cutters. An engineer from Stein Seal...
Can a Waterjet Cut Silicon Nitride?Aquajet Services | February 16, 2023The simple answer is yes. But if you’re like us, you don’t want just the simple answer. We’re very excited to tell you the story about how we went about cutting silicon nitride with one of our waterjet cutters. An engineer from Stein Seal... 911 Memorial MonumentAquajet Services | September 8, 2022We are honored to have played an important part in the creation of this new 911 Memorial Monument in Barrington, New Jersey. With another anniversary of the tragic attacks on our nation only a few days away, we thought we would take the time to share...
911 Memorial MonumentAquajet Services | September 8, 2022We are honored to have played an important part in the creation of this new 911 Memorial Monument in Barrington, New Jersey. With another anniversary of the tragic attacks on our nation only a few days away, we thought we would take the time to share...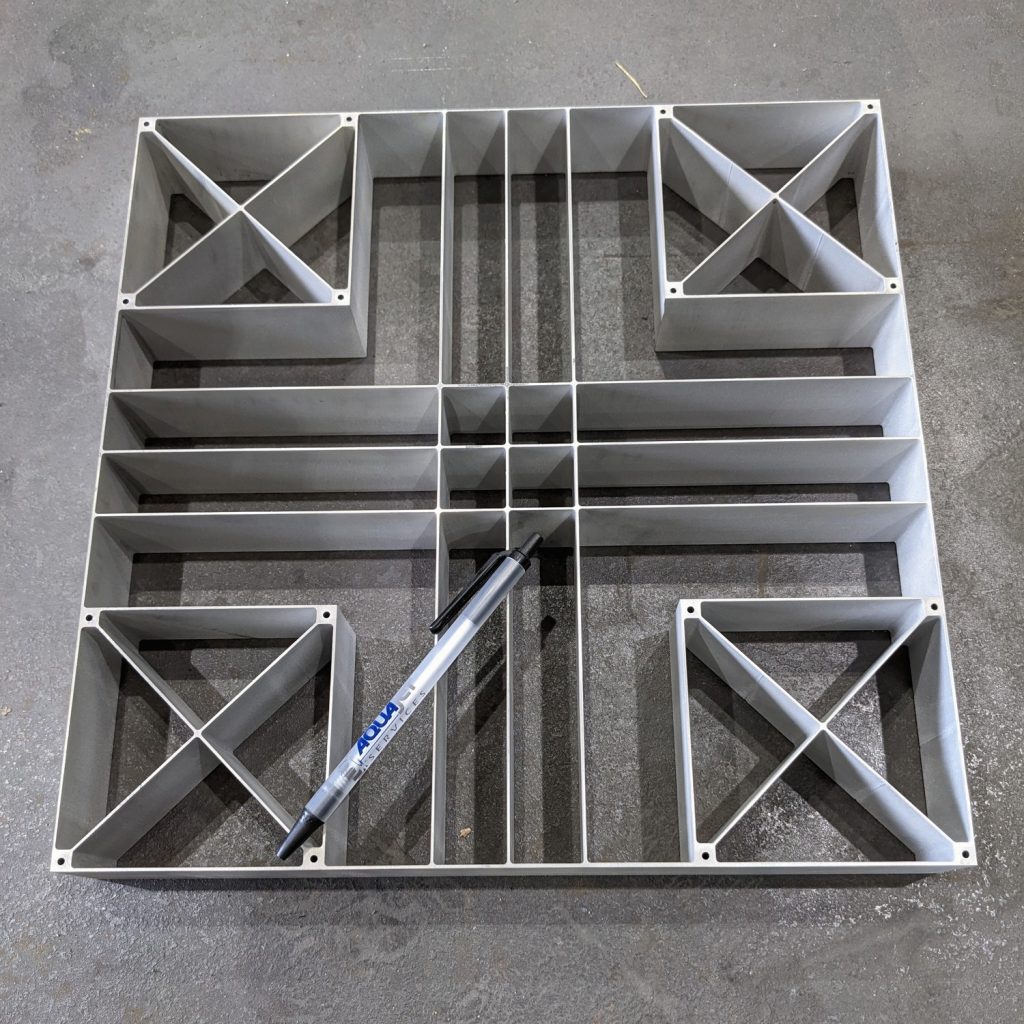 Fine Detail Cutting for the University of Texas!Aquajet Services | June 1, 2022We want to show you a cool part we just waterjet cut that really showcases one of the big advantages of waterjet cutting. This part was cut for the PMC lab at the University of Texas. The material is 1-3/4″ thick 7075 aluminum, and the ribs of this...
Fine Detail Cutting for the University of Texas!Aquajet Services | June 1, 2022We want to show you a cool part we just waterjet cut that really showcases one of the big advantages of waterjet cutting. This part was cut for the PMC lab at the University of Texas. The material is 1-3/4″ thick 7075 aluminum, and the ribs of this...